Our used machinery listing are updated and there is something for everyone – from an impressive Ficep Drilling-Sawing Line, to waterjets and plasma systems… to a little Demo-model Ercolina tube bender.
Talk to your Sales Engineer today about your manufacturing struggles. How can the team at FMA help?
Lockout devices are designed to keep energy-isolating knobs and buttons in the “off” position, preventing machines and equipment from becoming energized. Most often utilized during maintenance procedures or malfunctioning situation, Lockout/Tagout (LOTO) procedures aim to prevent hazardous energy from causing injury or death. While our service department most commonly deals with electrical, hydraulic and pneumatic energy, it is important to consideration LOTO procedures for any thermal and chemical energy on your shop floor.
OSHA defines lockout/tagout (LOTO) as a “specific set of practices and procedures to safeguard employees from unexpected energization or startup of machinery and equipment, or the release of hazardous energy during service or maintenance activities.” Unfortunately, failure to comply with LOTO ranks in OSHA’s top 10 most frequently cited standards.
Take some time to review your procedures and follow these 5 steps to work towards an OSHA Compliant LOTO Procedure:
Develop procedure. The development of a lockout/ tagout procedure must be a collaborative effort. Documentation must be thorough and made accessible to your entire team. While a detailed plan helps to clarify any confusions, many recommend a quick reference sheet be posted on the shop floor.
Write out machine and task-specific procedures. While the LOTO concept is the same for every machine that produces hazardous energy, your written procedures should give instruction for locking out every piece of equipment on the floor. Specific instruction for shutting down, isolating and securing each machine should be available in an emergency and clear to those not familiar with a machine. Procedures should include steps for the placement, removal and transfer of lockout/tagout devices.
Identify and mark energy-isolation points. All energy-control points on every machine should be labeled and or tagged using a standardized system. This includes valves, switches, breakers and plugs. Ideally the labels and tags refer back to the detailed instruction in your LOTO Procedure.
Acquire the proper lockout/tagout devices. A variety of lockout/tagout devices, for all types of application, are available online. A quick Google search will give options for everything from circuit-breaker lockouts and valve lockouts to multiple types of handle lockouts. Make sure you have the necessary lockouts devices should you need them.
Lockout/tagout training and audits. Once procedures are written and energy-isolation points are labeled, take the time to train your employees on your LOTO procedure. This training should included OSHA guidelines and touch on the procedure for each machine on your shop floor.
Lockout/tagout training and audits. Once procedures are written and energy-isolation points are labeled, take the time to train your employees on your LOTO procedure. This training should included OSHA guidelines and touch on the procedure for each machine on your shop floor.
When it comes to developing a lockout/tagout procedure, OSHA outlines what a typical lockout procedure looks like in the 1910.147 App A Standard. The team in Fox Machinery’sservice department are happy to answer any questions you may come across developing your LOTO Procedure.
In this handy guide, the experts at Dake give suggestions and reminders on properly caring for your bandsaw.
The Benefits of Proper Maintenance
Ensuring that you perform the appropriate maintenance on your vertical or horizontal bandsaw will help prevent costly problems and downtime in the future. Additionally, this attention boosts productivity levels, improves the lifespan of the bandsaw blade, and helps to produce higher quality cuts.
An easy comparison: chefs sharpen their knives regularly so that they can cut meats, vegetables, and other food products with ease and precision. A dull knife can lead to a very messy cutting board and some haphazardly sliced pieces of produce. While the average household may not sharpen their knives often, professional chefs are expected to maintain a clean edge of their bladed tools. The same can be said for metalworkers using bandsaws. Whether you prefer a vertical or horizontal model, they need to be tended to regularly in order to cut at peak performance.
Bandsaw Maintenance
Before undertaking any sort of maintenance on these heavy machines – make note of the guidelines presented in the owner’s manual and follow all appropriate safety procedures.
The bandsaw blade should go through a tension test every day. Do not skip this step and start up the machine without giving it a once over. If the blade needs to be changed, be sure to follow the tension guidelines from your owner’s manual.
Other aspects that need to be inspected daily include the oil level and the hydraulics system. Be sure that there is plenty of lubrication and that there is no buildup or residue left behind on the bearings. If you have a chip removal system, check that the conveyor is working properly. As a last step in your daily check – make sure all the fluids levels are correct.
Manufacturers recommend that you monitor the maximum and minimum band speeds every week to ensure consistency. Every time you change out the blade on your bandsaw check the alignment of the bank wheels. This will ensure that blade is rotating smoothly when in use.
Take some extra time every six months to check the moving parts with a longer lifespan. Inspect the wheel bearings to see if there is any unusual movement. If you notice something is off, replace the bearings.
Examine the drives and band guides for wear and replace if needed. Making notes and referring back to past notes may identify potential issues that could cause downtime and high repair costs if left unaddressed. Additional areas to inspect include the transmission oil level, bearings, seals, drive wheel, pulleys, belts, and vises. Top off the transmission oil if it’s low, replace damaged seals and bearings, and make sure the drive wheel isn’t overly worn down. Pulleys should all be aligned and at the appropriate tension with minimal signs of wear. Belts should be free of cracks and stretch marks, and both the movable and stationary vises should have minimal wear in order to pass the inspection. Also, keep in mind that the vises need to be aligned to the bandsaw blade and adjusted as needed.
About Dake Since 1887, Dake has been a trusted name in manufacturing. Dake tools have been passed down for generations for their reliability and durability. Today, their product line has expanded beyond hydraulic and arbor presses to include; bandsaws, cold saws, drill presses, laboratory presses, and more.
Problems getting the right blank size on your press brake?
Trouble determining bend allowances or bend deductions?
JOIN US! Friday, 03/27/20 at 11:30 AM EST
Whether you are a current SafanDarley user or not, AutoPOL will revolutionize your bending process. Join us for a free learning opportunity from the experts at SafanDarley:
— Watch a live demo on the software
— See how you can move from 3D design to production in a few steps
— Check out the software’s production recap reporting capability
— Ask questions about functionality
What is AutoPol?
3D-offline programming software that dramatically reduces programming costs. Smart bending with the innovative AutoPOL 3D-offline programming software guarantees complete and reliable process control. The additional Batch & Remote functionality enables automatic processing of multiple parts. All tasks are performed without user input, results are reported back and production data created.
We recognize that with the ever-changing COVID-19 situation around the world, this is an unprecedented time for all of us, filled with uncertainty. Our thoughts and prayers go out to each and every one of you.
The team at Fox Machinery is proud to announce we are extending our office hours. As of March 1, 2020 we are available to assist customers from 7am to 5pm, Monday through Friday.
In “turning the light on” an hour earlier we continue to strengthen ourselves as your resource and Your Solutions Partner for machinery, tooling, parts and service.
A new video was released by SafanDarley – featuring their 130 ton electric R-Brake. This 3-minute video clearly illustrates an integrated press brake-robot system. Check out the robot as moves horizontally along a gantry on the top-side of the press brake, using the auto gripper to pull tools. If you weren’t visualizing how this set up operates, here is your chance…
FabTech 2019 Preview……page 1 – let us know if you’re going
Press Brakes vs. Folding Machines……page 2
Troubleshooting Four Common Shearing Defects……page 3
Introducing Atlantic Machinery Associates……page 4
Used Machinery Listing……page 5
Smart Manufacturing Comic Book and App…..page 6
To promote the industry, the first Friday of every October is National Manufacturing Day. This year over 1200 events have been planned – a chance for manufacturers to open their doors to children, families and their community.
A few industry facts, published by National Association of Manufacturers:
For every $1.00 spent in manufacturing, another $1.89 is added to the economy.
In 2016, the average manufacturing worker in the United States earned $82,023 annually, including pay and benefits.
Manufacturers have one of the highest percentages of workers who are eligible for health benefits provided by their employer.
Over the next decade, nearly 3.5 million manufacturing jobs will likely be needed, and 2 million are expected to go unfilled due to the skills gap.
Taken alone, manufacturing in the United States would be the ninth-largest economy in the world.
Check out what global software company PTC created as their contribution toward…”Inspir(ing) young people by demonstrating that manufacturing in a smart connected world is filled with technology, advanced skills, and creativity.”
Download their FREE pdf comic book, as well as its associated App (available for iOS and Android) .
Open the app and point your device’s camera at a target image on the pages of the comic book to launch the augmented reality experience and make the superheroes come to life.
Share this augmented reality experience with the next generation of manufacturers, and click the logo below to browse National Manufacturing Day’s website for an event near you:
Issue includes:
Trending Topics in Metal Manufacturing……page 1
Scotland’s Bravest – Flow Waterjet Tech Helps Disabled Veterans……page 2
Tips for Ordering Custom Tooling……page 3
Critical Checkpoints on Your Band Saw ……page 3
Used Machinery……page 5
In this Issue:
The Science of Shearing……page 1
Last Chance – HydMech sale……page 2
Used Machinery Listing / List Your Used Machine……page 2
Customer Q&A on the SafanDarley E-Brake……page 3
Check for Sign of Wear……page 3
3 Considerations When Purchasing Equipment……page 5
IN THIS ISSUE:
A Closer Look at Fibers…..page 2
2019 FMA Manufacturing Expo & Open House……page 3,4
2019 Welmaintained Service Rates……page 5
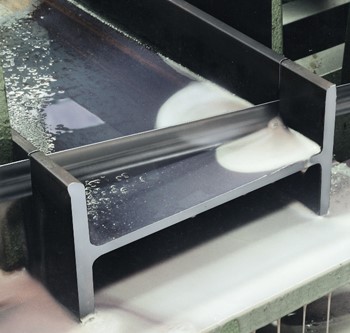
5 Issues to Expect from your Dirty Finishing Machine……page 5
*NEW MACHINE ALERT*……page 6
Used Machinery……page 6
As March 1st greets a good portion of the Northeastern US with snow, a quiet Friday afternoon allows us to get caught up on some reading.
Photonics Spectra is a lovely magazine worth a LOOK if you are interested in light-based technologies. (Quick plug to them – you can sign up for a free subscription through the link above.)
The article below caught my eye and I ended up taking the time to read it word for word – a huge compliment over the skim read most articles receive.
An interesting look at the past/present means of data transmission via the deep blue sea, the article reminded me of times – no so long ago – when the spec sheets I was emailed from a colleague in the Netherlands would have taken A LOT longer to arrive. The uses for fiber optic technology seem endless and the estimated 745,645.43 miles of fiber cables currently being used to transport data under the sea is mind boggling… doesn’t most data get transmitted via satellites? Read the article to find out the percentages between the two.
As you might guess, the team at FMA does not deal directly with anything subsea. We do, however, know a lot about fiber technology used in metal fabrication machinery and are currently preparing a Mazak 6kW fiber laser to demo at our May 2019 Open House… an entirely different use for fiber technology and one mostly likely relevant to you.
I hope you enjoy this read as a welcome break from the norm. And for those who enjoy fiber technology – we will see you May 21st through 23rd at our fiber laser seminars!
When Dan Joss of Wallace Machinery suggested Hi-Tec Profiles, a custom job shop in Regina, SK, try Wila’s new line of Standard Tooling for a new Accupress 840 ton press brake, Ed Vansteelandt, press brake foreman was skeptical. With 14 years of experience on press brakes, Vansteelandt had been exposed to several types of press brake tooling, including nitride-coated tooling and he had found them all lacking. “We have 15 people in the pressbrake department working on two shifts, an eight-hour morning shift and a tenhour afternoon shift and we’re forming products 80 hours a week using seven press brakes. Initially we worked with coated tooling and we found it was forming better until the coating wore off and then we got tool wear.” Six months ago, Hi-Tec Profiles purchased a new Accupress 840 ton press brake equipped with a Wila New Standard hydraulic clamping system and tooling. “What really turned the guys’ heads around was how easily the tooling bent 316 steel. We were bending three feet of 316 and coining it and the tooling at the time couldn’t bend the material to the 90° bend we needed. With the new Wila tooling, it was so easy to bend and we were able to bend it in lengths up to six feet, using a third of the tonnage because of air bending, made possible by the Wila tooling. So it’s easier on the press brake and you get less wear and tear because you’re not putting the full amount of tonnage on it.” Perhaps more importantly, after six months of high use, Vansteel and hasn’t seen any wear, “not even a scratch.” In fact, Vansteelandt and his team are so impressed with the performance of the tooling, they plan to replace their entire stock of bending tools with the new Wila tools, including specialty made tools. “I don’t see an end to the purchasing of tooling for our press brakes because now we’re looking at job specific tooling. Wila recently made specialty tooling to help us with a customer part that has allowed us to eliminate one of the hits and one of the flips we used to have to make with the old tooling. “We’ve gone from this job taking eight hours to about five to five and a half hours, so we’re saving time and improving our efficiencies.” Hi-Tec Profiles was formed in 1988. Its fabrication shop is equipped with eight laser cutting machines capable of cutting from 0.56 to 25.4 mm (24 gauge up to 1 in.), a torch plasma cutter that cuts material up to 127 mm (5 in.) and seven press brakes from 65 ton up to 840 ton.
Reprinted with permission from Shop Metalworking Technology/ www.shopmetaltech.com